
Go to Admin » Appearance » Widgets » and move Gabfire Widget: Social into that MastheadOverlay zone



 Articolo di proprietà del portale www.stampa3d-forum.it
Articolo di proprietà del portale www.stampa3d-forum.it
Il processo di produzione di un oggetto 3D si può suddividere in 3 grandi categorie: lamodellazione, lo slicing e la stampa.
In questo articolo entreremo nel vivo del processo che maggiormente influisce sulla qualità finale dell’oggetto: lo slicing. Per farlo utilizzeremo un software libero chiamato “Cura”.
Dopo aver creato il nostro oggetto 3D tramite i programmi di modellazione (LINK alla nostra guida alla modellazione), abbiamo bisogno di convertire il disegno in un linguaggio comprensibile dalla nostra stampante 3D. Qui entra in gioco il nostro programma Cura Slicer, che grazie ad una serie di parametri impostati dall’utente elabora il modello 3D, calcolando il percorso più efficiente che la nostra stampante 3D deve fare per ottenere il risultato migliore.
Esistono moltissimi software predisposti a fare questo genere di operazioni ma sicuramente i punti di forza di Cura rispetto ai suoi competitor sono la semplicità e l’ottima user-experience, riuscendo così ad ottenere ottimi risultati agendo su un numero essenziale di parametri. In più è un software libero: Cura è scaricabile dal sito della Ultimaker (QUI) ed è disponibile per tutti i SO quali Windows, Mac OS e Linux.
Una volta installato ed avviato Cura ( lo potete scaricare gratuitamente a questo link), dovremmo settare il software in modo da farlo comunicare con la nostra stampante. Per far ciò andremo nel menu “Machine->Machine settings.. “

Nella parte sinistra della schermata di Cura è possibile accedere ai parametri di personalizzazione dello slicing.
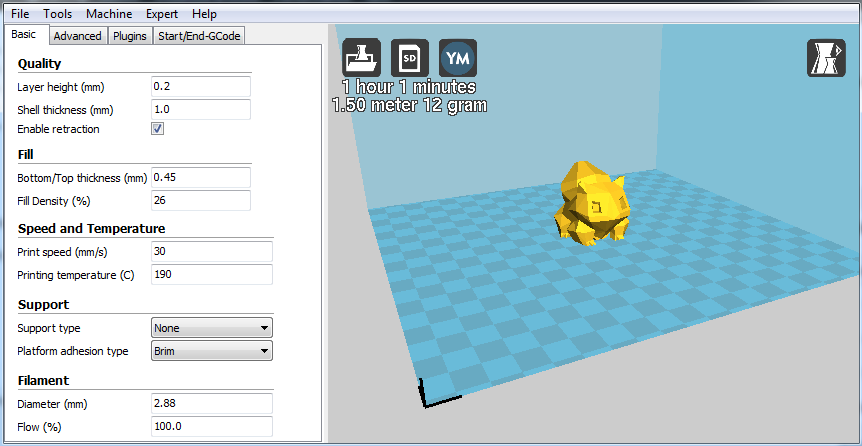
– Quality
Questa sezione è dedicata alla qualità della stampa, che andrà ad influire anche sul tempo finale della stampa: una maggior qualità richiede un maggior tempo di lavorazione:
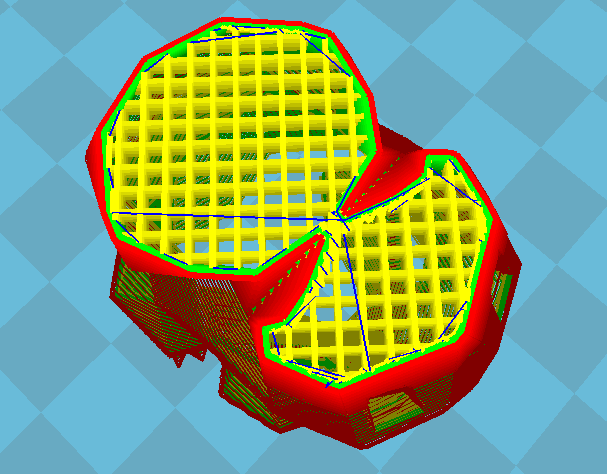
– Fill
Con questi due parametri andremo a modificare i criteri di riempimento dell’oggetto: cosa che influirà sulla resistenza meccanica del pezzo stampato:
– Speed temperature
In questa sezione di Cura si settano i valori di velocità e temperatura di stampa essenziali per la buona riuscita del modello:
– Support
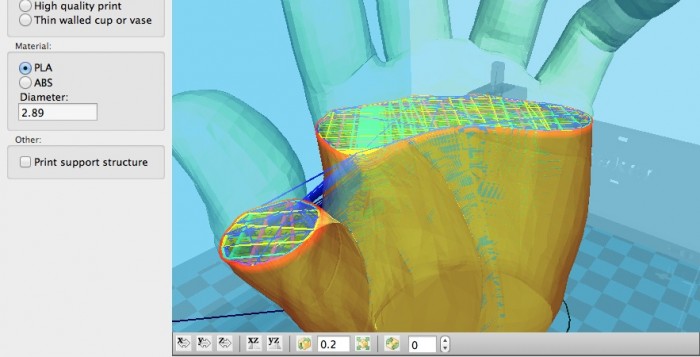
Cura è in grado di disegnare automaticamente i supporti per l’adesione al piatto e se necessario il supporto per le parti a sbalzo (bridge):
– Filament
-Advanced
Per ora vediamo solo due opzioni della tendina advanced che sono necessari per un primo settaggio del software
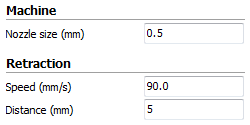
– Machine
– Retraction
Ecco che siamo arrivati alla famosa retraction che avevamo anticipato all’inizio della guida, praticamente è l’azione di ritirare il filo fuori dall’estrusore, per poter fermare l’estrusione ed evitare il gocciolamento, deve essere eseguito quando l’estrusore si sposta da un punto all’altro senza dover depositare materiale:
Eseguiti tutti questi settaggi saremo in grado di caricare il modello 3D ed esportare il relativo GCode, oppure inviarlo direttamente alla nostra stampante.
E con questo abbiamo visto tutti i parametri base per configurare al meglio la nostra stampante con Cura slicer. Se si riscontrano dei problemi durante la stampa, molto probabilmente agendo su questi valori riuscirete a sistemarli. Inoltre, mentre inserite alcuni parametri, Cura stesso vi informerà se c’è qualcosa che non va.
Ovviamente, per qualsiasi problema o necessità di chiarimento potete chiede consiglio sul forum della nostra community. Buone stampe!
 Agguato con omicidio a Corviale
by adminCorvialeDomani - No Comment
Agguato con omicidio a Corviale
by adminCorvialeDomani - No Comment
 L’epopea contadina che ricostruì l’Italia
by Alfonso Pascale - 5 Comments
L’epopea contadina che ricostruì l’Italia
by Alfonso Pascale - 5 Comments
 Costruiamo il cambiamento: incontro in preparazione del Forum di Corviale
by Elisa Longo - 5 Comments
Costruiamo il cambiamento: incontro in preparazione del Forum di Corviale
by Elisa Longo - 5 Comments
 Prima nazionale: A Blast arriva nelle sale
by adminCorvialeDomani - 5 Comments
Prima nazionale: A Blast arriva nelle sale
by adminCorvialeDomani - 5 Comments
 COSTRUIAMO IL CAMBIAMENTO: cronichetta in diretta su facebook
by Tommaso Capezzone - 3 Comments
COSTRUIAMO IL CAMBIAMENTO: cronichetta in diretta su facebook
by Tommaso Capezzone - 3 Comments
. Inclusione, lettura, libri, promozione culturale e tanto altro ancora") L’ISOLA CHE C’E’ Biblioteca Renato Nicolini (Nuovo Corviale). Inclusione, lettura, libri, promozione culturale e tanto altro ancora
by Antonio Trimarco - 3 Comments
L’ISOLA CHE C’E’ Biblioteca Renato Nicolini (Nuovo Corviale). Inclusione, lettura, libri, promozione culturale e tanto altro ancora
by Antonio Trimarco - 3 Comments





{kind=link}